
In the past, relying on vertical injection molding machines instead of traditional horizontal molding machines when it came to the production of 2C molded parts was usually the exception to the rule. And even then, it was only an option for small and medium-sized molded parts. It was only when the automotive supplier ELDISY in Gardelegen / Saxony-Anhalt was faced with molded parts in the top size segment that the system change proved to be an unavoidable alternative because it was foreseeably more reliable and therefore more productive. In the Bavarian injection molding machine manufacturer LWB-Steinl, the company found a partner who not only had the necessary system components but also many years of experience in large-scale machine construction to enter this new territory

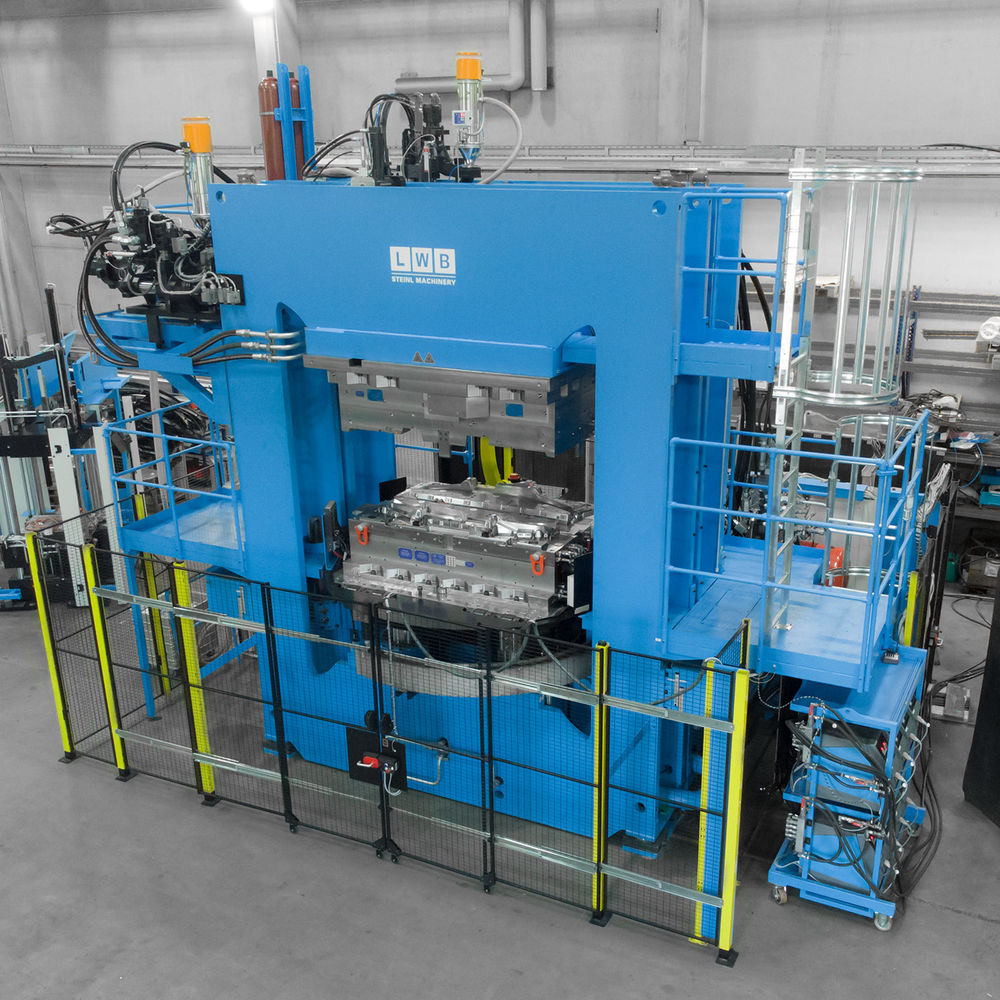
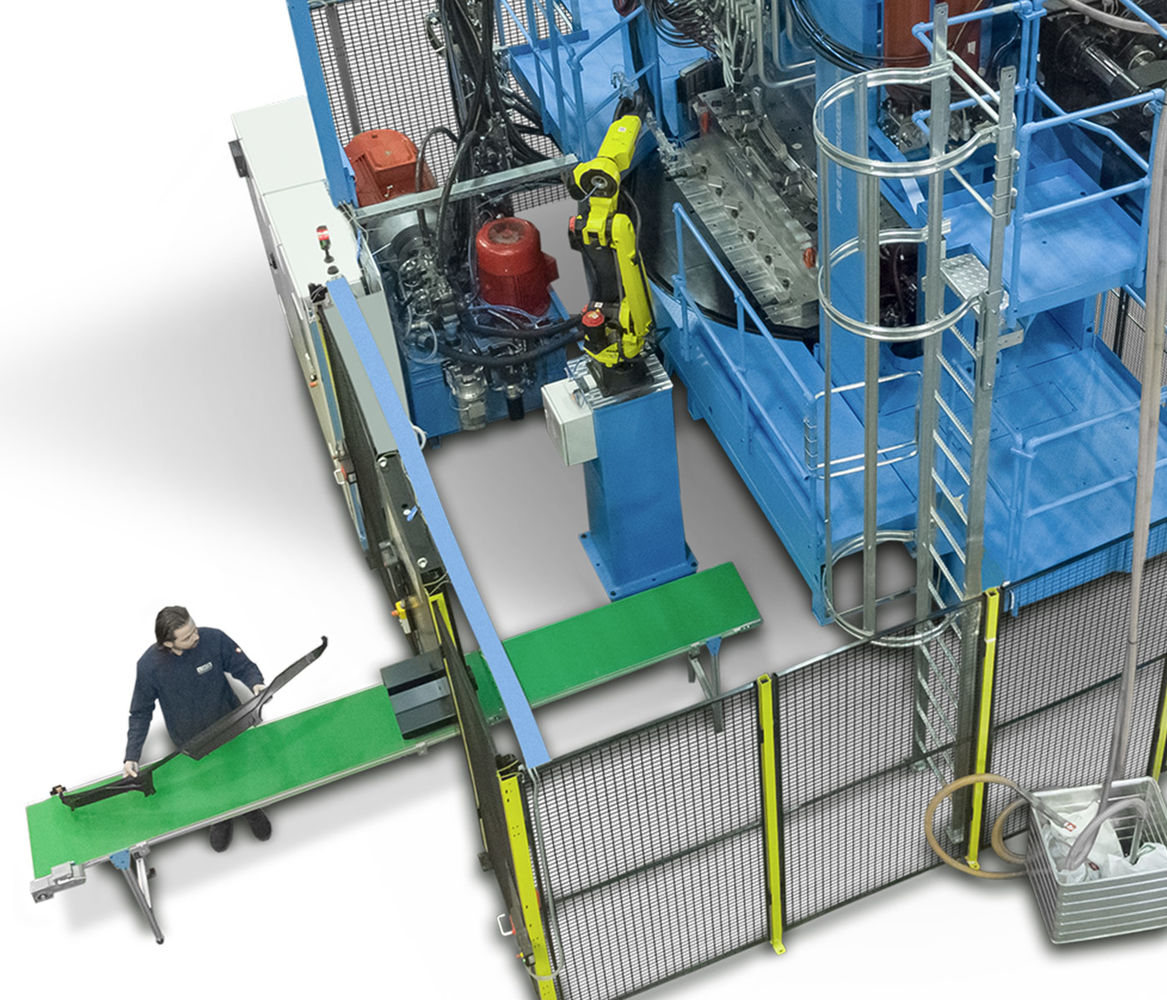
A vertical gantry frame machine with two thermoplastic injection units injecting from above proves to be a "gamechanger" for the production of 2C-automotive components at ELDISY in the German Gardelegen.
Multi-component injection molding is a process of great importance and high demand. Because it enables the combination of two or more plastic components with different properties in one injection molding process. In other words, multi-component injection molding allows different molded parts to be combined inline in the injection molding machine. This replaces assembly operations. Today, no branch of industry can do without the resulting productivity and precision advantages (due to the consistently correct position and form-fit connection). The automotive industry is outstanding in terms of quantities and innovation. Currently, the switch to electric drive technology is proving to be an upswing to the next level of innovation. This is because, because instead of the combustion engine noises, the wind or rolling noises of the tires come to the fore, as do body vibrations.
This is the environment in which Messrs. ELDISY (= Elastomer Sealing Systems), who focuses on sealing systems for automotive and industrial applications and operates with seven production sites worldwide. The company mainly produces extruded profile seals for all door openings in automobiles, as well as a wide range of single- and multi-component body components.
One example of ELDISY's systems expertise is that it has been commissioned by Volkswagen's commercial vehicle division in Hanover to produce all the plastic exterior components for the new VW ID.Buzz, which will be available from 2022.
One of the components from this parts package is the approximately 180 cm wide "water box cover" installed in front of the windshield. It consists of an arc-shaped polypropylene structure combined with elastic TPE-sections at the contact points to the metal body and at the through-holes for the windshield wipers

An example of long narrow 2K automotive components is the "water box cover", which covers the area in front of the windshield across the entire width of the vehicle.
2-component automotive parts are not new for the ELDISY injection molding department. Examples from previous contract manufacturing include water deflectors, sill strips, joint seals or window guides. The production machines used for this purpose were or are the 2C variants of conventional horizontal injection molding machines from various manufacturers. All of them are equipped with a rotary table on the moving machine platen and injection by means of two injection units in piggyback arrangement through the fixed machine platen.

Smaller 2C-parts have been produced at ELDISY up to now with conventional horizontal machines with a vertical rotary table in the clamping unit and two injection units in piggyback- arrangement.
Dr. Detlef Scharge, Eldisy's plant manager for many years but recently retired, comments: "For many years, this concept was regarded by us as the "state-of-the-art system" for multi-component injection molding. We used it consistently over a wide clamping force range. However, the larger the machines became, the more serious the system-related disadvantages became. In particular, the horizontal rotary axis, including the rotary feedthroughs for the media fed to the mold, suffered from the one-sided weight load of the injection molds hanging on the rotary tables. This resulted in increased maintenance and servicing costs. The hot runner design was also more restricted than desirable with increasing mold size due to the system-related close proximity of the injection positions of the piggyback units. Therefore, the search for alternatives had been on our agenda for some time. But the real catalyst for this was the order for the water box cover. Because of its size, we had to find a solution, as we would have needed a 16,000 kN machine to install the mold for it according to the old principle, which would have been uneconomical both for the technical reasons already mentioned and because of the investment required for this."
This opened the door for a market research. Chance came to the rescue, namely at the K-2019 trade show booth of the LWB-Steinl company. There, LWB had exhibited a production cell with a large rotary table clamping unit with thermoplastic injection unit. A similar layout seemed to be the alternative ELDISY management was looking for. It was the starting point for the discussions. By coincidence, the LWB managers responsible for design and sales and company boss Peter Steinl were also present at this time and immediately took up the ideas of the ELDISY management and were able to sketch out a feasible machine concept together with them.
Helpful was also the presentable additional reference of a large machine delivered in 2019 in the form of a precision sheet metal press with a clamping force of 19,000 kN with a clamping area of 2.5 x 2.5 m. (Note: A project report on this can be viewed on the LWB website as well as in relevant trade magazines from fall 2019).
Both of these things together then paved the way for a concrete project inquiry that initiated the system change in 2C-large-part production. And this despite the fact that LWB had not previously been "on the cards" as a possible supplier for plastic injection molding machines of this size.
At the end of the subsequent concept phase, a machine with the specific type designation VR 12000 / 1097 / 220 Dual Sonder took shape. This bulky designation stands for a machine from the VR (vertical frame) series. Its clamping concept is a specific LWB development and occupies a special position between the tie-bar-less C-frame machines and the conventional tie-bar machines. The central components are portal frame modules as carriers for the mold fixing platens and the press modules for generating the clamping force. The VR series has a modular design throughout and is therefore largely freely scalable. The reason for this, and this is the great advantage of the VR system, is that the size of the clamping unit is not tied to the size of castings. Since the frame modules are made from thick sheet semifinished products, this allows an individual and largely free choice of dimensions. In this specific case, the portal opening was selected in consultation with the customer and the mold maker to accommodate a rotary table with a turning diameter of 2720 mm, on which molds with a platen size of 2200 x 1600 mm or 2000 x 1800 mm can be clamped. This made it possible to align the machine to the clamping force requirement (maximum 12,000 kN) and not to the given size specifications of conventional horizontal machines.
 |
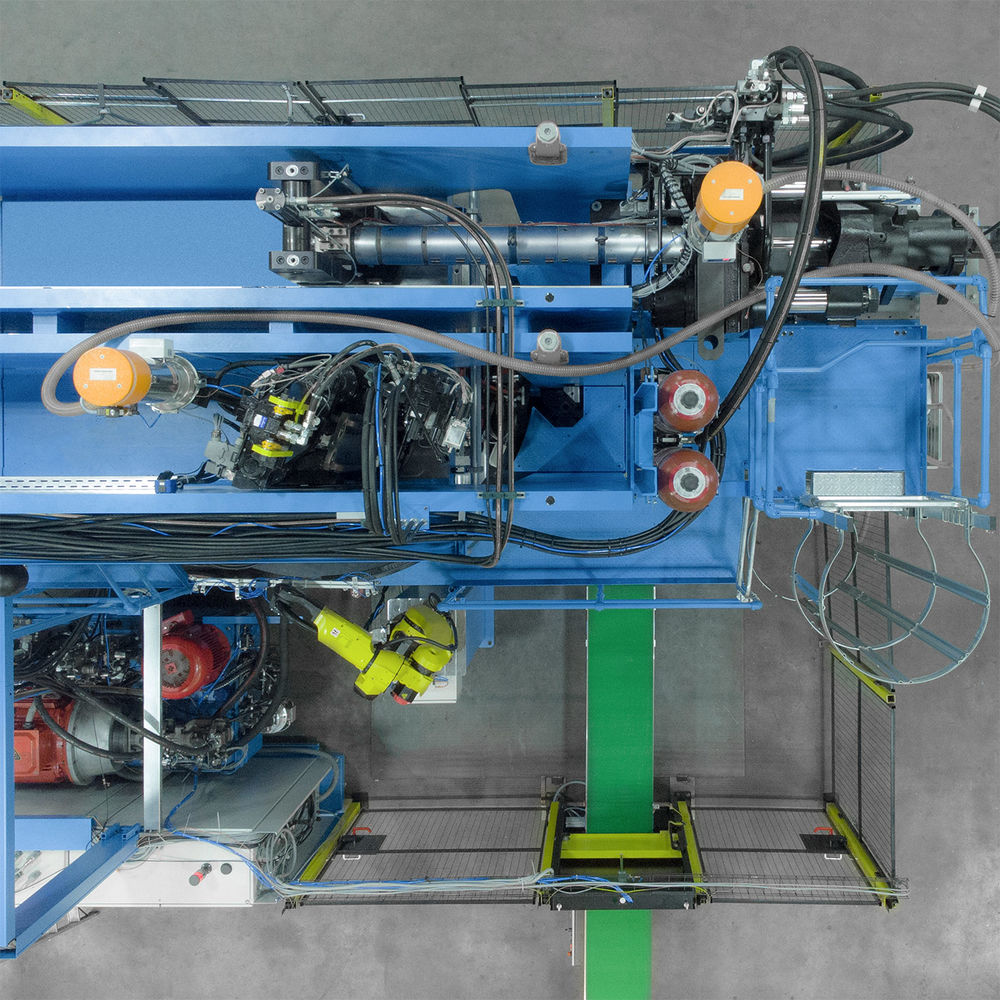 |
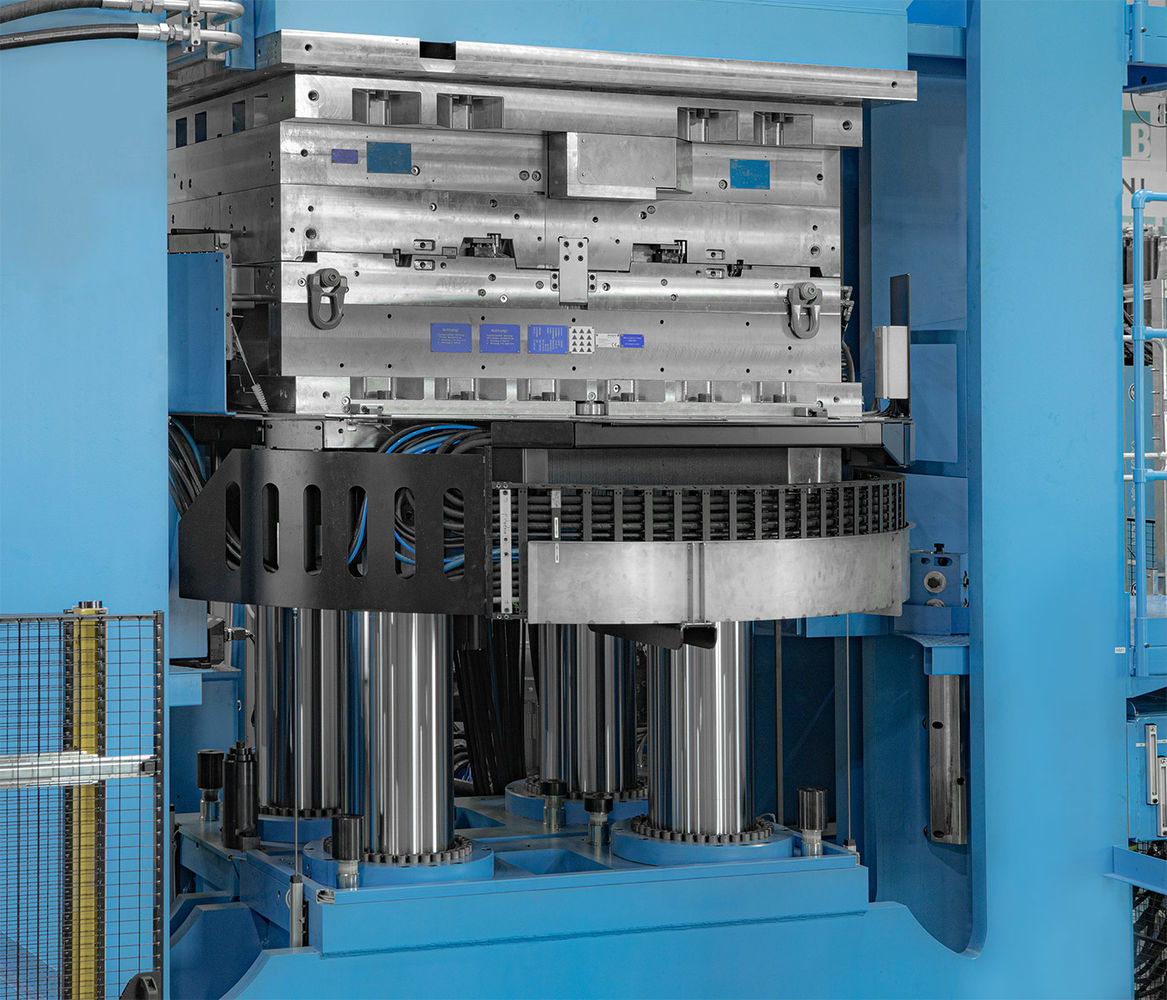
In addition to flexibility in dimensioning, the VR-machine-system from LWB-Steinl also offers other advantages: the clamping unit, for example, which consists of two frame modules, offers the possibility of adjusting or balancing the clamping force to the two moldcavities, if required, thanks to the four pressure modules positioned above both frame units. The horizontal rotary plane of the rotary table eliminates all weight influences on its rotary axis bearing and the rotary feedthroughs for the coolants and the electro supplies.
The injection unit positions also differ from the usual ones. Instead of the piggyback configuration with close injection spacing through a central opening in the fixed machine platen, the two units are mounted separately on the top of the clamping frame modules and are thus easily accessible.
Another advantage of the VR-clamping unit is its slim structure. This provides good accessibility to the mold area by means of an industrial robot positioned next to the machine - and is thus also comparatively easier and more space-saving than with the horizontal machines.
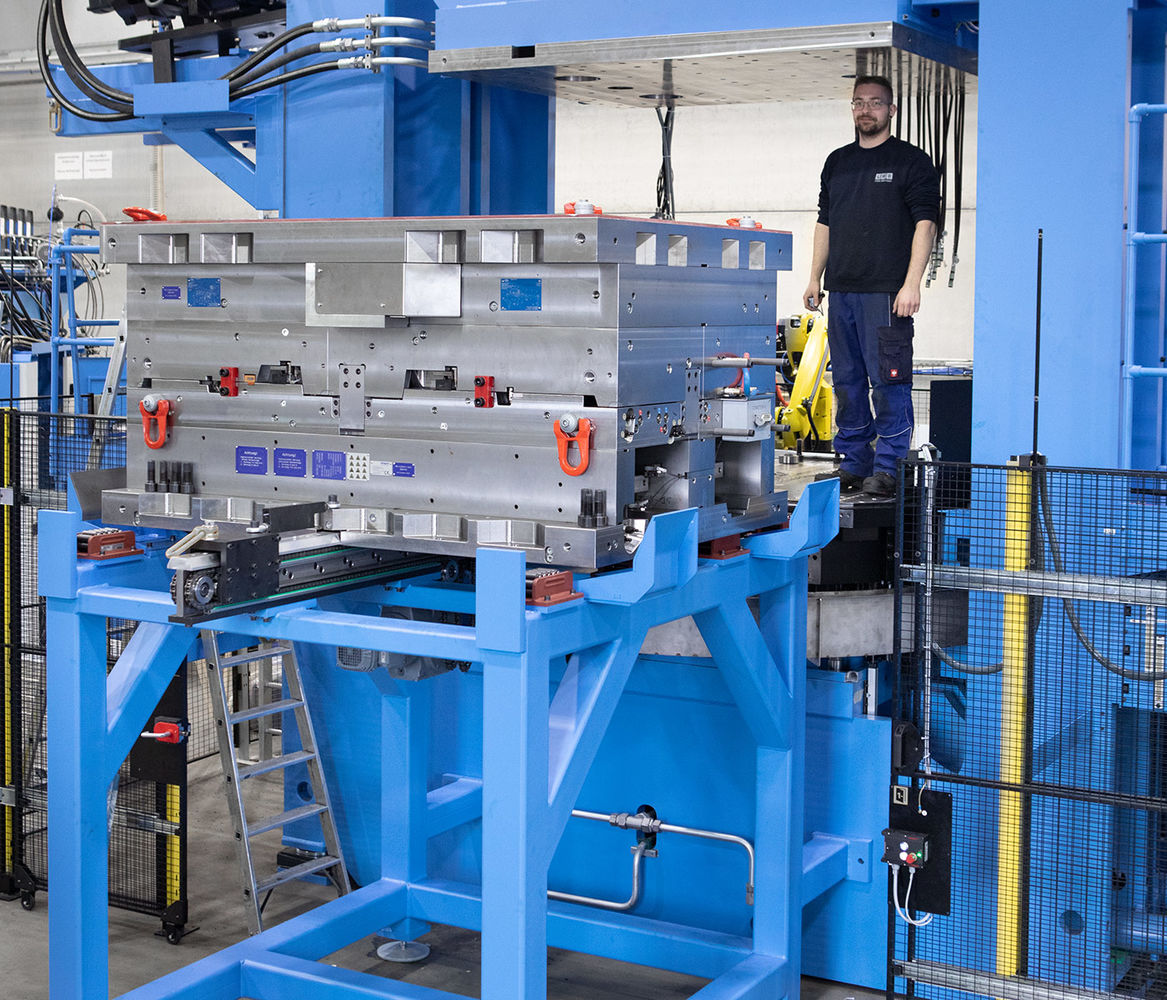
For the (infrequent) mold changes, a mold station with a mechanical telescopic cross transport is docked to the machine and the mold, which weighs up to 18 tons, is pulled out of the clamping unit. The in-house transport of the mold station and the mold is handled by the overhead crane.
Another advantage of the VR-concept over a conventional horizontal injection molding machine should not go unmentioned: Due to the vertical configuration, the floor space requirement is significantly smaller than that of the horizontal machine. However, the vertical space requirement is comparatively taller and places demands on the hall height in this respect.
 |
 |
 |
 |
Commenting on the experience gained so far with the alternative 2C-injection-molding-cell, ELDISY Managing Director Dipl.-Ing. Elmar Stoffel summarizes on behalf of the entire project team: "We consider the new machine concept to have eliminated all our points of criticism of the injection molding systems used to date and will thus be able to supply the molded parts required by Volkswagen. Our confidence in the correctness of the decision has prompted us to order three more VR-machines from LWB-Steinl, this time with 9000 and 18000 kN. Several more are in concrete planning. With this, we have completed the system change and assume that we have thus further secured our competitiveness as an automotive supplier."

The ELDISY production team confirms the correctness of the decision in favor of the LWB machine technology: From left: LWB sales engineer Thomas Vodnansky, plastics engineer Christian Walter, Dr. Detlef Scharge - retired plant manager, Dipl.-Ing. Elmar Stoffel - Managing Director ELDISY Group, Sebastian Mlodochowski - plant manager, Thomas Thiele - head of plastics injection molding.

About ELDISY-GmbH
Founded in 2000 in Gardelegen / Saxony-Anhalt, the company, whose name is an acronym for "Elastomeric Sealing Systems", is part of the highly diversified German Vorwerk family holding.
With around 1,200 employees worldwide, Eldisy primarily develops and manufactures sealing systems as well as mono- and multi-component injection-molded parts for original equipment manufacturers and Tier 1 system suppliers in the automotive industry. They meet high functional requirements in static and dynamic applications and also contribute to the overall appearance of cars in terms of design and feel.
In addition, sealing systems are also produced for industrial applications such as windows, garage doors and electrical appliances. Depending on requirements, these are individual components or complex assemblies.
Technical Details
Peter Radosai – Sales manager Europa
E-mail: peter.radosai@lwb.de.com
Press Contact
Christina Lebeus – Marketing
E-Mail: christina.maniera@lwb.de.com
Author:
Reinhard Bauer – TECHNOKOMM
E-Mail: office@technokomm.at

The molded part in question is made of two thermoplastic components, specifically the main body made of polypropylene, which is combined with elastic TPE-sections at the contact points with the car body and in the passage areas for the windshield wipers.
 |
 |
The VW ID.Buzz is the fully electric version from the new VW Bus family. It is based on the design-study presented in 2017 and adopts the brand's current electric car design. The closed front mask and LED headlights evoke associations with ID.3 or ID.4, the electric models from the Golf family. The ID.Buzz is characterized by short overhangs, flared wheel arches and a front end that merges almost seamlessly with the windshield. The rear features narrow taillights and a spoiler-shielded rear window. The ID.Buzz will be available in two body styles, a 5-door multi-window lifestyle van and a 3-door purpose-built version for tradesmen and transport companies.