
It is obvious that a machine with a tiebarless clamping unit is better accessible than its counterpart with a tiebar-type clamping unit. This applies in particular to parts handling and tool changes, both manually and automatically. LWB-Steinl has an exceptional position in this context, since between the machines with tiebarless C-frame clamp and the conventional tiebar machines there is a machine series with the denomination "VR-machines", that is neither of the two. Their clamping units consist of one or more portal frame modules which function as carriers and guide elements for the mold mounting platens and for applying the clamping force. The VR (vertical / frame) series is scalable over a wide range of sizes and opens up a number of efficiency advantages, as the following report documents.

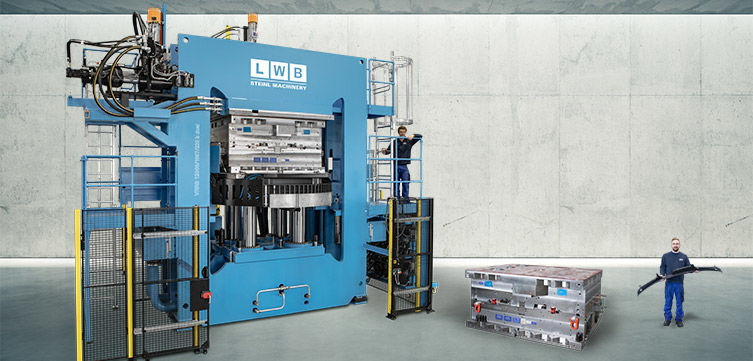
The tiebarless vertical machines of the VR-series (vertical / frame) are available in a wide range, both in terms of sizes and technical designs.
When a rubber processor in Southest of Europe wanted to source the most efficient production solution for the manufacture of large, flexible profile seals, several alternatives were up for discussion. The requirement was to accommodate large tools (plate size 1200 x 500 mm) with a relatively small clamping force requirement (2000 to 3000 kN) in such a way, that they could easily be accessed by an operator. All the more so as the profile seals in rectangular shape with a circumferential length of 2600 mm require manual demolding due to their size and flexibility. C-frame machines were out of the question due to the concept-specific size restriction. And a tie-bar clamping unit (VS series) turned out to be much too large as the injection molding tool with a platen size of 1200 x 500 mm would have fitted in a machine with 800 tons of clamping force (type VS 8000), by far too large for a manual demolding operation.

Completely different was the alternative based on the VR-series with tiebarless but frame-type clamping unit. Its concept offered the potential for a structural slim machine but laterally large clamping area, resulting in the type VREF 3200/1000 with 3200 kN closing force. It has a clamping force of 320 tons with a heating plate size of 1300 x 500 mm.
When specifying the machine design, a decision was made in favor of a design with two hydraulic clamping modules.
Instead of a machine housing with mechanical access doors a version with light curtains had been chosen to safeguard the work area on the front side of the machine.That enables the machine operator to work in close proximity to the tool area and to manipulate with minimally necessary reach of the hands and thus minimal back strain. In this way, the workflow can not only be made less stressful, but also faster. The good accessibility to the mold area also offers significant potential for reducing the changing times for the molds or the cavity platens.

Due to their slim design the vertical LWB-Steinl frame-type clamping machines offer the best accessibility to the injection mold and thus optimal conditions for the manual demolding of complex rubber seals.
The VR machine concept from LWB-Steinl not only offers advantages for large seal production, it also enables the cost-effective mass production of smaller to medium-sized bellows. Here, too, the VR machines, which also went to Southeast Europe, show their ergonomic advantages with their slim design and light barrier-monitored access protection.
The basis for this is a tool concept with an interchangeable core system enables parts to be demolded outside of the injection molding tool parallel to the injection and vulcanization cycle. Its essential component is a swiveling core support bar, each with opposing pairs of mold cores. Simultaneously with the opening stroke of the tool, the core bar is raised so far that it can then be rotated 180 degrees by the machine operator. As a result, the rubber bellows produced come to lie outside the injection mold for demolding, while the empty mold cores are simultaneously in the cavities. After the mold has been closed again, the operator releases the rubber bellows from the cores with the help of compressed air in parallel to the next injection cycle. In the project shown, the machine capacity of the VREF 320/1000 (3200 kN clamping force) used for this purpose is fully used with a 12-cavity mold. This not only affects the space and injection capacity, but also the cycle time potential, because the 12 bellows can be demolded and processed without having to wait for machine times.
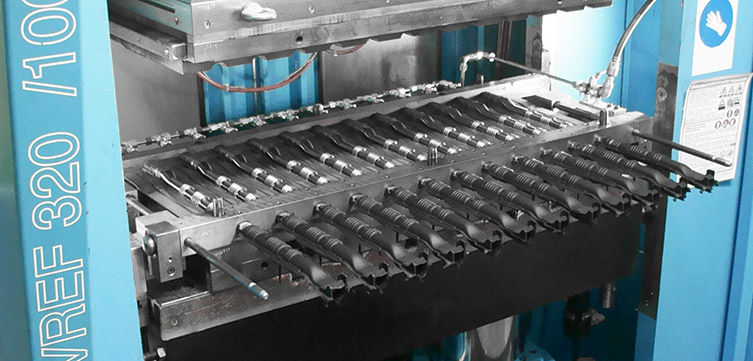
The LWB-Steinl VR-machines, in combination with light barrier monitoring of the access area, offer optimal conditions for a safe manual work to manipulate molded parts, here demonstrated with of a 12-fold mold for rubber bellows.
One trend that has changed the production of elastomer parts just recently is the automation of many production processes. This includes, in particular, the insertion operations of metal parts and the subsequent transfer of the finished parts to a post-processing and quality assurance infrastructure.
An example is the production cell which had been supplied to a German automotive supplier of truck cylinder head gaskets, manufactured through a complex assembly operation. Up to 29 elastomer sealing profiles and rings are simultaneously applied and fixed by injection molding on the metal plates of the head gaskets. Again it is the slim VR-clamping unit, in this specific case that of a "VRF 6000/160 dual" with 6000 kN clamping force, which contributes to the compact configuration of the automation peripherals combined with it. It consists of a sequence of processing stations arranged in a square, from the preheating station for the metal blanks to the post-cooling, deburring and quality control station for the finished parts. Since the cylinder head gaskets with dimensions of up to 1200 x 250 mm or the injection molding tools for them resulted in a pronounced rectangular clamping surface the innovative VR-clamping unit turned out to be optimum option for this application. A machine with tiebar-clamping unit would have been larger, without better supporting the injection mold. In addition, the slim design of the tool clamping area offered the robot the minimum access distance to the mold.

Production cell for the fully automatic assembling by injection molding, post-processing and quality inspection of large-format cylinder head gaskets for truck engines.

The slim VR-clamping unit (far right) offers the optimal ergonomic prerequisites for a maximally compact system layout
In the next application example, the elongated molded parts are not made of metal or rubber, but a combination of PP and TPE as they are used for for automobil water tank covers in front of the windshield. They consist of a central PP-covers with laterally attached elastic parts. To produce these parts, an automotive supplier decided on a machine system with a clamping force of 12,000 kN and two vertical thermoplastic injection units. Since it was about a distinctly oblong 2K molded part, the modular potential of the machine concept was also used for this application. The clamping unit consists of a combination of two portal frames arranged in parallel, combined with a 2720 mm turntable, which is carried by the four clamping modules. In order to be able to clamp and change the 2-component tools operated on it, which can weigh up to 18 t, the system is combined with a tool changing station on the rear of the machine. The injection molding tools are transferred to or from this with a driven transverse transport unit. The injection molding tool is freely accessible at the tool station using a crane.
The large-size LWB-VR-machine, here in a double frame design with a total clamping force of 12000 kN, is characterized by a slim, automation-friendly concept.
The VR-machine concept is not exclusively suitable for injection molding applications, but also when it comes to high-precision pressing. The fact that it is not about a plastic application, but about the processing of large sheet metal made of high-strength aluminum, gives the old forming process an innovative touch. The project trigger for the use of a metal press was the search of a North American automotive supplier to find a "fast" press for the next expansion stage of its car body component production, with which thin sheets, preheated to around 450 °C, could be processed without losing too much of the heat during the movement cycle. This was because it was about the HSBF (High Speed Blow Forming) process, in which the heated sheets are given their final shape after mechanical pre-stretching by means of air pressure. The heated metal sheets after being inserted in the press mold are fully and tightly clamped. The air pressure required for this requires tight clamping of the sheet metal plates, which requires precision closing with high plate parallelism.
The VR-presses from LWB-Steinl offer this locking precision. In the specific case, it the machine had a clamping area of 2.50 x 2.50 m, a maximum platen deflection of 0.2 mm and 0.05 to 0.06 mm platen parallelism at a clamp force about 19,000 kN. For this purpose, the machine was specified with three parallel frame modules that were synchronized via a locking plate that extended over all three frames.
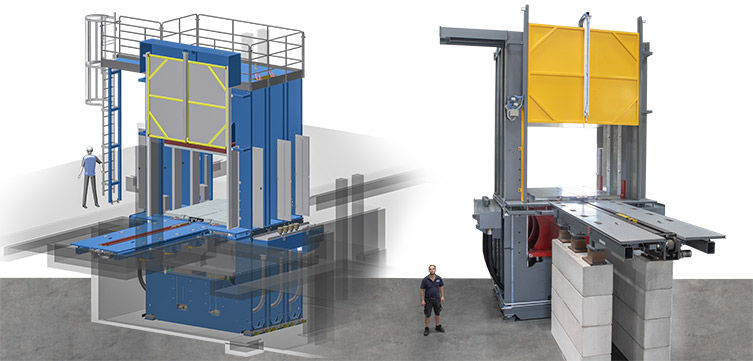
The press version of the VR machine system
The VR-machine system already has a long tradition at LWB-Steinl, but has experienced a renaissance due to the steadily increasing demands on manufacturing precision. Especially with to the increasing number of automation projects due to the slim design. But that’s not the only advantage: clear concept advantages are the significantly higher flexural rigidity and the maintenance-free basic construction. The system-typical rigidity results in a significantly improved pressure distribution over the entire heating plate. And thus a higher level of quality in all application segments.
Technical Details
Peter Radosai – Sales manager Europa
E-mail: peter.radosai@lwb.de.com
Press Contact
Christina Lebeus – Marketing
E-Mail: christina.maniera@lwb.de.com
Author:
Reinhard Bauer – TECHNOKOMM
E-Mail: office@technokomm.at